

info@pted-co.com
(021) 56419478

مطالعه ریز ساختار اتصال فولاد CK15 به روش لحیم کاری سخت برنز C93200

چکیده: هدف مطالعه ریز ساختار محل اتصال یاتاقان محوری فولاد برنز است که با استفاده از روش روکشکاری با لحیم سخت انجام شده است. در این پژوهش ، به منظور انجام اتصال ابتدا فلزات مورد نظر به روش شیمیایی شسته شده اند. سپس فرآیند روکشکاری با لحیم کاری سخت از جنس برنز C93200 روی فولاد CK15 انجام شده است. نتیجه آنکه در اطراف محل اتصال ذرات ناخالصی ومضر سولفید روی ، سرب تقریبا خالص و ترکیب بین فلزی سخت و مفید cu4sn مشاهده شد. بعلاوه ، بدلیل دمای نسبتا پایین لحیم کاری سخت و زمان کوتاه انجام فرآیند در مقیاس 1 میکرومتر ، نفوذ عناصر برنز در فولاد مشاهده نشد.
کلمات کلیدی:یاتاقان محوری، روبش خطی
مواد و روش تحقیق:
در این پژوهش ریز ساختار محل اتصال برنز به ضخامت 0.8 میلی متر به فولاد در یاتاقان محوری که از طریق روش روکشکاری با لحیم کاری سخت تولید شده است مورد بررسی قرار میگیرد.به همین منظور از میکروسکوپ الکترونیکی روبشی با تفنگ میدان نشری استفاده شده است.
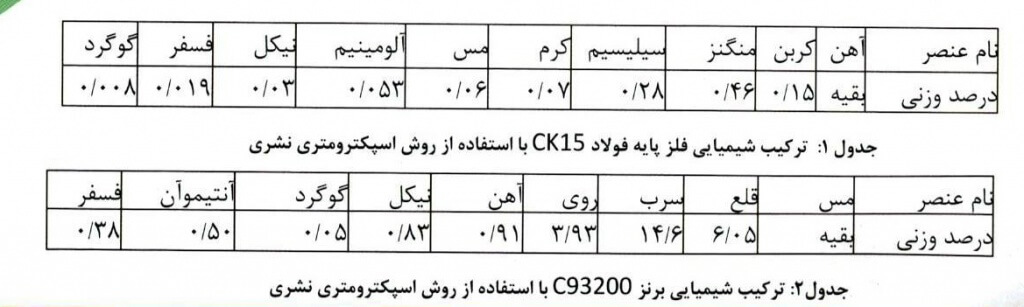
مطابق جدول 1، ترکیب شیمیایی فلز پایه که قطعه ای فولادی به قطر 100 میلی متر از جنس ck15 است فهرست شده است. عمق پله قرارگیری پروفیل برنزی 6 میلی متر و قطر پله قرار گیری پروفیل 90 میلی متر است. ضخامت پولکی 15 میلی متر و، ضخامت برنز 4 میلی متر و فلاکس مورد استفاده از کلرید روی ، کلرید آمونیوم ، کلرید سدیم و پودر قلع تشکیل شده است.آلیاژ برنز ریخته گری شده UNS C93200 به عنوان پر کننده به شکل یک حلقه پروفیل با ضخامت 5 میلی متر و قطر داخلی 5.38 میلی مترو قطر خارجی میلی متر ماشین کاری کرده بطوریکه فاقد هرگونه ناخالصی باشد. ترکیب شیمیایی آلیاژ مورداستفاده در این فرآیند برنز UNS C93200 مطابق جدول 2 است.
قبل از روکشکاری برنز ، تمیز کاری فولاد به صورت زیر انجام میشود:
-
تمیز کاری مکانیکی توسط فرچه سیمی انجام میشود.
قطعات در محلول اسید سولفوریک به مدت 5 دقیقه غوطه ور میشود.
برای خنثی سازی قطعات با الکل متانول به مدت 10 دقیقه شسته شو میشوند. قطعات به روش دستی با فلاکس (کلرید روی ، کلرید آمونیوم، کلرید سدیم، پودر قلع) پوشانده میشوند.
پرکننده حلقوی شکل با محلول اسید به مدت 10 دقیقه تمیز کاری و شستشو میشوند. برای انجام روکشکاری ابتدا پرکننده های برنزی داخل پروفیل قرار داده شده و حرارت داده میشود تا جاییکه آلیاژ ذوب شود. پس از ذوب ، سه دقیقه مشعل روشن میماند. پس از آن قطعه روکشکاری شده تا دمای محیط سرد میشود.
نتایج و بحث:
در ریز ساختار اطراف محل اتصال ، سه فلز سفیدرنگ ، سیاه رنگ و خاکستری رنگ مشاهده شد. به منظور مطالعه این فازها ، ابتدا اشعه روی فازی با حداقل اندازه برابر با 5 میکرومتر تنظیم شد. سپس طیف تفکیک انرژی (EDS) تهیه شد. به منظور اطمینان از صحت نتایج آزمایشات حداقل 2 مرتبه تکرار شد.
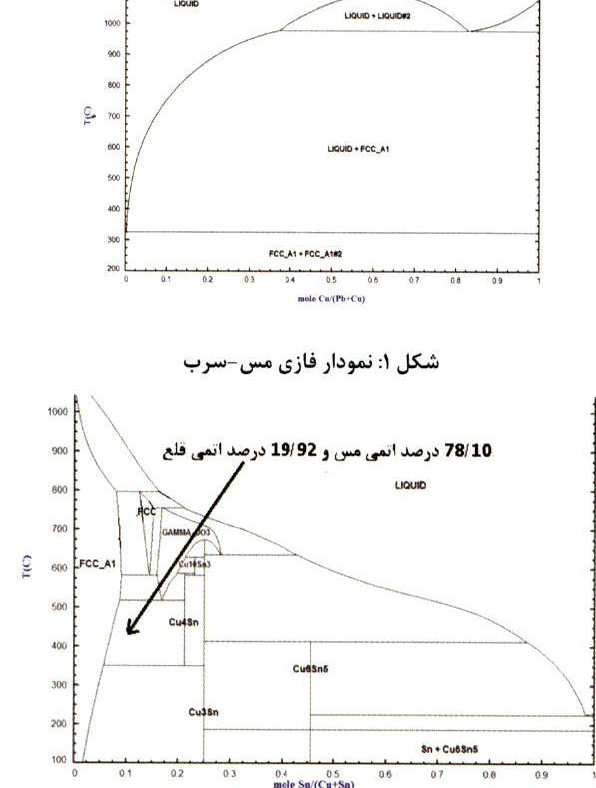
شکل 2-نمودار فازی مس- قلع

شکل3- قطعه نهایی
نتیجه گیری:
در این پژوهش از فرآیند لحیم کاری سخت برای روکشکاری برنز c93200 روی فولاد CK15 استفاده شد. نتیجه حاکی از آن است که در برنز حضور نسبتا زیاد عنصر گوگرد به مقدار 0.52 درصد وزنی و روی به عنوان عنصر آلیاژی به مقدار 3.93 درصد وزنی موجب تشکیل ناخالصی سولفید روی شده است. به همین منظور کنترل ترکیب شیمیایی برنز با حداقل مقدار گوگرد ضروری است.از طرف دیگر، حضور ترکیب بین فلزی سخت cu4sn موجب افزایش سختی و استحکام زمینه برنزمی شود. به علاوه در محل اتصال برنز فولاد نفوذ عناصر صورت نمی گیرد. زیرا در لحیم کاری سخت زمان عملیات کوتاه و دمای آن پایین است.